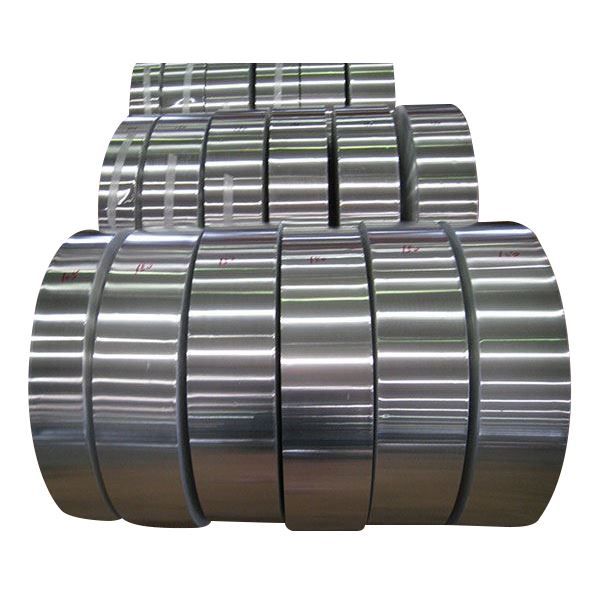
En la producción de doble lámina, la laminación de lámina de aluminio se divide en tres procesos: laminación gruesa, laminación media y laminación fina, y desde el punto de vista de la tecnología, se puede dividir aproximadamente del espesor de la salida de laminación. La división es que el grosor de salida es mayor o igual a 0.05 mm para el laminado grueso, el grosor de salida es el laminado medio entre 0.013 ~ 0.05, el grosor de salida es menor que 0.013 mm de productos terminados simples y productos laminados dobles para laminado fino.
Las características de laminación de la laminación gruesa y la banda de aluminio son similares, el control del grosor depende principalmente de la fuerza de laminación y la postensada, el grosor de la velocidad de procesamiento de la laminación aproximada es muy pequeño, sus características de laminación han sido completamente diferentes a las de la laminación de la lámina de aluminio. , con la particularidad del laminado de papel de aluminio, sus características son principalmente las siguientes:
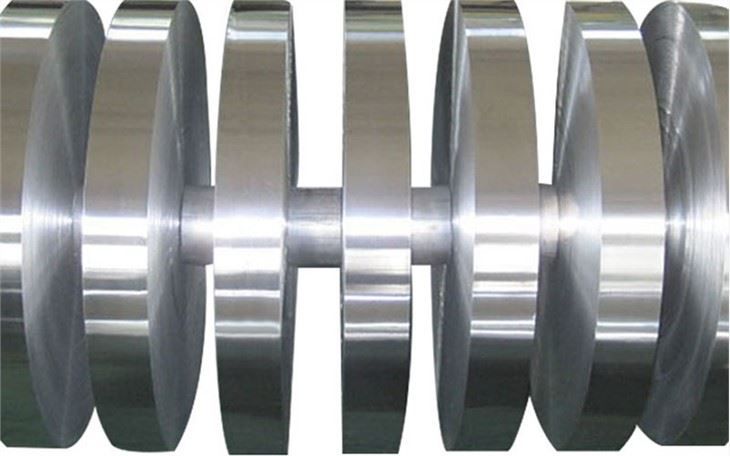
(1) tira de aluminio rodando. Para hacer que el adelgazamiento de las tiras de aluminio dependa principalmente de la fuerza de rodadura, el modo de control automático del grosor de la placa corresponde a la costura constante del rodillo como modo de control principal de AGC, incluso si la fuerza de rodadura cambia, en cualquier momento para ajustar la costura del rodillo. de modo que la costura del rodillo para mantener un cierto valor también puede obtener un grosor uniforme de la tira de placa. Y el laminado de papel de aluminio para el laminado de acabado medio, debido a que el grosor del papel de aluminio es extremadamente delgado, el laminado aumenta la fuerza de rodamiento, de modo que el rollo para producir una deformación elástica que el material de laminado para producir una deformación plástica es más fácil, el rollo de aplanamiento elástico no se puede ignorar, el rollo del aplanado rodante determina el rollo de la lámina de aluminio, la fuerza de rodadura no ha sido como el rol de la placa rodante. El laminado de la lámina de aluminio generalmente se realiza bajo presión constante sin el laminado de la costura del rodillo, ajuste el grosor de la lámina de aluminio y confíe principalmente en el ajuste de la tensión y la velocidad de laminación.
(2) apilado rodando. Para papel de aluminio extremadamente delgado con un grosor de menos de 0.012 mm (el grosor del tamaño está relacionado con el diámetro del rodillo de trabajo), debido al aplanamiento elástico del rollo, es muy difícil usar un solo método de laminado, por lo que método de laminación de doble junta, es decir, las dos láminas de aluminio en el medio del lubricante, y luego se combinan para rodar el método. La laminación de apilamiento no solo puede extender la lámina de aluminio muy delgada que no se puede producir con una sola laminación, sino que también reduce mediante el uso de este proceso, se puede producir el número de bandas de ruptura y mejorar la productividad laboral, y la lámina de aluminio óptico de una cara de 0,006 mm ~ 0,03 mm.








Código QR






