La fabricación se realiza en planta totalmente automática. Equipos sofisticados como Nipponmáquina de impresión, fresadora, horno transportador, prensas de potencia de alta velocidad, multi cavidadherramientas de prensa, vadadoras de alta velocidad y conteo electrónico han elevado el proceso defabricación en el ámbito del estado de la técnica.
Paso 1 - Laca alimentaria
Las láminas de cierre de aluminio se recubrieron primero con la laca de alimentos. La laca alimentaria está recubierta para garantizar la seguridad contra el óxido y suavizar las sábanas.
Paso 2 - Recubrimiento de color
Las láminas de cierre de aluminio se introducen con color en el segundo paso. Los agentes de control de calidad evalúan el color requerido y luego pasan para su posterior producción.
Paso 3 – Impresión y barnizado
Las hojas de closroe de aluminio recubierto y lacado se imprimen de acuerdo con lasespecificación y al final de las hojas finales de trabajo se barnizan para obtener resultados brillantes.
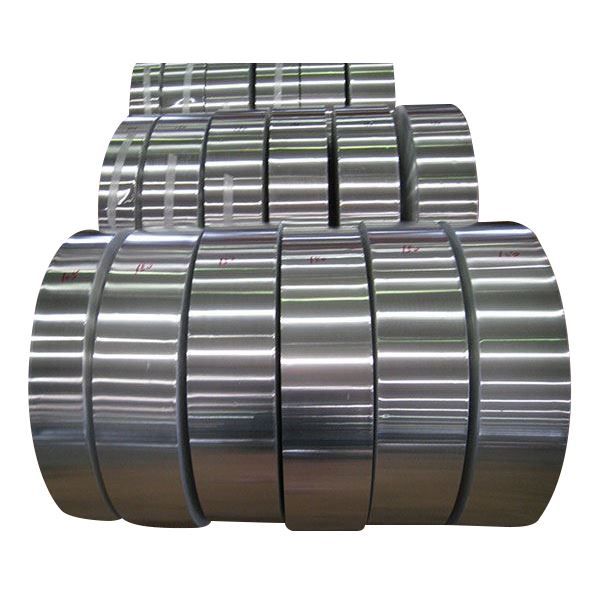
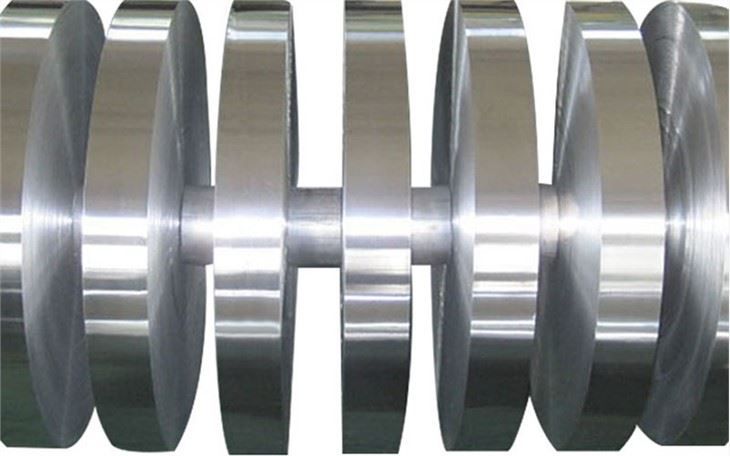
Paso 4 - Corte
Las láminas de aluminio terminadas de impresión se cortan en las tiras para ser procesadasprensas de punzonado.
Paso 5 - Punzonado
Las tiras de aluminio se pasan a través de la prensa de potencia de punzonado de servicio pesado queluego formar tapas de aluminio. Estas tapas inacabadas se ordenan y se mueven a labancos de almacenamiento.
Paso 6 – Knurling & Beading
En este paso, las tapas se toman automáticamente del banco (Silo) y se introducen en la tolva.Cada tapa se da con los moleteos necesarios, que aseguran el apriete y sellado deBotellas.
Paso 7 – Relleno de enchufes Cónicos o EPE
En este paso, las tapas moleteadas se pasan a través de la cinta transportadora a la máquina de llenado de vadeoautomáticamente donde se insertan los fajos EPE en las tapas. En caso de enchufes cónicos,los enchufes cónicos se insertan manualmente con las manos. Las tapas terminadas se pasana través de sensores para contar y finalmente se embala.








Código QR






